Как паять противопожарные полипропиленовые трубы
Как правильно паять полипропиленовые трубы своими руками
Полипропиленовые трубопроводы уже настолько стали привычны в современном жилье, как те же пластиковые окна или конструкции из гипсокартона. Конечно, существуют и другие популярные материалы для монтажа квартирных водопроводов или систем автономного отопления, например медные или металлопластиковые, тем не менее пальма первенства все же за полипропиленом (ПП).
И это не случайно, ведь пайка полипропиленовых труб – занятие, которое способен освоить любой, кто не боится работать своими руками, проявляя при этом терпение и аккуратность. В результате домашний мастер получает обновленную систему коммуникаций в своей квартире, а также экономит немалую сумму денег на привлечении сторонних специалистов.
Подготавливаем материал и инструмент
Материал
Несмотря на то, что рынок переполнен предложениями полимерной сантехнической продукции полипропиленовые трубы разных производителей имеют схожую техническую маркировку.
Интересующие нас основные показатели – это структура материала и параметры максимального рабочего давления (PN, атм.) трубы (Таблица 1):
| Обозначение | Значение |
|---|---|
| PPR PN 10 | гомогенная, для ХВС |
| PPR PN 16 | гомогенная, для ХВС высокого давления или низкотемпературного отопления |
| PPR PN 20 | гомогенная, для ХВС и ГВС |
| PPR-Al-PPR PN 25 | с внешним алюминиевым армированием, для ХВС, ГВС, отопления |
| PPR-Gf-PPR PN 20 | со стекловолоконным армированием, для ХВС, ГВС, отопления |
| PERT-Al-PPR PN 25 | внутреннее армирование алюминием, для ХВС, ГВС, отопления |
Инструмент
Первое и самое главное средство производства коммуникаций из полимера ПП – это аппарат для сварки полипропиленовых труб, т.е. специальный паяльник. Он позволяет сращивать элементы (фитинги, трубы, фасонные детали) из термопластичного полимера. При соблюдении правил пайки соединения получаются гомогенными (однородными), ничем ни отличаясь по структуре от самого монтируемого материала.
Для трубопроводов небольших диаметров (до 63 мм) можно использовать паяльники муфтовой (раструбной) пайки. Аппараты стыковой сварки уже способны соединять трубы Ø 300 мм и более.
На заметку. Выбирая модель инструмента для монтажа квартирной разводки и стояков, можно ограничиться недорогими изделиями, способными работать в размерном ряду до Ø 40 мм.
В свою очередь они производятся двух типов – с плоской нагревательной частью и с цилиндрической. Плоские паяльники часто предлагаются в бюджетном исполнении и вполне подходят для разовых работ. Более дорогие модели с цилиндрическими нагревателями востребованы у профессионалов, так как они позволяют выполнять монтаж в труднодоступных местах (смотрите рисунок ниже).

1. Паяльник с плоским нагревателем.
2. Паяльник с цилиндрическим нагревателем.
На паяльник для полипропиленовых труб закрепляются парные насадки-матрицы, соответствующие диаметрам обрабатываемых материалов. Одна из насадок предназначена для прогрева внутренних поверхностей полимерных деталей, а вторая для внешних.
Полимерный сантехнический материал подготавливают к сварке с помощью трубореза, торцевателя-фаскоснимателя или шейвера (шабера).

Шейвер для зачистки труб из полипропилена с внешним армированием.
Труборез (ножницы) помогает быстро и качественно приводить длину трубных отрезков к требуемым величинам. Использование ножовки не рекомендуется, так как она оставляет рваные края и большое количество опилок.
На заметку. Торцеватели и шаберы могут быть рассчитаны на вращение руками или посредством дрели. Механизированный вариант подойдет для работы с большими объемами, но требует некоторых навыков от исполнителя.
Кроме того, полифузная сварка полипропиленовых труб не обходится без стандартного монтажного набора сантехника, состоящего из слесарных ключей, перфоратора, отверток, рулетки, карандаша и т.д. А работая с паяльником в тканевых перчатках, вы убережете руки от многочисленных ожогов, которые неизбежны при контакте кожи с разогретым инструментом.
Важные моменты сборки трубопроводной системы
До начала сварных работ необходимо тщательно продумать всю структуру и последовательность соединений. Неплохо подготовить эскизный набросок с указанием ключевых элементов, поворотов, тройников, компенсаторов. Так как полифузная стыковка является неразъемной, то могут возникать ситуации, когда изготовление очередного сварочного узла оказывается невозможным. Это типичный случай для пайки полипропиленовых труб в труднодоступных местах.
Учитывайте температурные деформации
При монтаже полипропиленовых сантехнических материалов следует учитывать их особое физическое свойство – заметно вытягиваться при нагреве. Из всех видов труб по величине коэффициента температурного удлинения (0,15 мм/м*К) они немного уступают только лишь полиэтилену. Поэтому пайка, в частности протяженных прямых или участков под заделку, должна осуществляться с учетом компенсаций их удлинений.

При открытой прокладке в трассы врезаются П-образные (1) или Г-образные (2) сегменты, изготавливаемые на месте либо заводские петлеобразные компенсаторы для полипропиленовых труб. Возможна также компенсация за счет поворотов в системе, при этом они должны иметь возможность свободно сдвигаться на опорах
При замоноличивании трассы укладывают в гофры или пеналы с запасом по размеру диаметра либо в упругие рукава с толстыми стенками, типа Энергофлекс.
Заметно меньшая (примерно в 3-5 раз) температурная деформация у армированных изделии, что делает их более подходящими для прокладки систем ГВС и отопления.
Важно! Отсутствие температурной компенсации приводит к значительным синусоидальным изменениям геометрии трубопроводов. Результатом могут быть вырванные крепления при отрытой прокладке, оторванная от стены плитка или штукатурка при скрытом монтаже.
Соблюдайте правила крепления инженерной конструкции
Надежная фиксация для коммуникаций из полимеров имеет еще большее значение, чем для их стальных аналогов. Шаг установки и тип опор зависят от диаметра полипропиленовых труб, а также от температуры, транспортируемой по ним жидкости. Нарушение правил крепления может приводить к провисанию трубопроводов, особенно горячих, их «подпрыгиванию» и стукам под действием пульсации давления.
Таблица 2. Рекомендуемый шаг опор для типовых горизонтальных линий квартирной разводки ХВС и ГВС, мм.
| Наружный диаметр ПП-трубы, мм | Температура воды, ºС | ||
|---|---|---|---|
| 20 | 30 | 40 | |
| 16 | 500 | 450 | 400 |
| 20 | 550 | 500 | 450 |
| 25 | 650 | 550 | 500 |
Водопроводные стояки диаметром до 32 мм можно закреплять реже. Расстояние между фиксирующими хомутами принимается не более 1000 мм. Если же диаметр стояков больше, то допускается шаг до 1500 мм.
Монтируя крепления, необходимо следить, чтобы они не препятствовали линейным деформациям полимерного материала. Предпочтительней монтаж скользящих опор. По линии жестких креплений предусматривается установка компенсаторов на полипропиленовые трубы.
Следует знать, что запорная и регулирующая арматура в системах с номинальным диаметром 40 мм обязательно закрепляется жестко. При меньших диаметрах крепления также желательны, чтобы исключить передачу нагрузок от использования сантехнических устройств на трубы.
Работа с аппаратом для сварки полипропиленовых труб
Хотя процесс монтажа водопровода из полипропиленовых труб своими руками не относится к космическим технологиям, все же нарушение некоторых его правил может доставить серьезные неприятности. Сложности могут возникнуть как на этапе сборки, так и уже после ввода коммуникаций в эксплуатацию.
Например, при слишком сильном вдавливании трубы в раструб фитинга, происходит завальцовка условного прохода водопровода. Это приводит к значительным гидравлическим потерям на бракованном участке или к полному прекращению тока жидкости. Если же не соблюдать температурные режимы пайки, то на холодном соединении не будет полноценной диффузии молекул полимера между сращиваемыми поверхностями, а на перегретом произойдет деградация формы и химической структуры материала деталей.

Заужение условного прохода трубы в следствии перегрева соединяемых деталей.
Поэтому, перед тем как паять полипропиленовые трубы, внимательно изучите инструкцию к сварочному аппарату. В ней указаны многие полезные практические нюансы монтажа.
К примеру, средняя таблица временных паечных режимов для ходовых типоразмеров элементов квартирного водопровода выглядит так (Таблица 3):
| Стандартный трубный диаметр | Минимальное время разогрева материала на насадке матрице, с | Время на соединение деталей, с | Время удержания деталей для охлаждения стыка, с |
|---|---|---|---|
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Важно! Временные интервалы указаны из расчета температуры паяльника для полипропиленовых труб, установленной на уровне 255-265°С (не более 270°С). Они могут корректироваться в зависимости от температуры воздуха в рабочей зоне. Например, при +5°С продолжительность нагрева полипропиленовой трубы и её фитингов следует увеличить на 50%.
Для сварки пропиленовых труб большого диаметра (от 40 мм) уже может применяться профессиональное оборудование. В нем заготовки центруются, отводятся/подводятся и прижимаются с нормируемым усилием. Подобные станки для пайки полипропиленовых труб содержат специальные зажимы, электрические и гидравлические приводы, что снижает влияние человеческого фактора на соблюдении технологии процесса. Напротив, монтируя трубопроводы небольших диаметров при помощи простых паяльников следует больше уделять внимание правильности ручной центровки, глубине и усилию посадки, а также времени нагрева деталей.
Практический этап пайки и сборки водопровода
Приняв во внимание вышеуказанные рекомендации можно переходить к непосредственному монтажу водопровода или линий циркуляции теплоносителя. Считаем, что зона проведения работ уже подготовлена: старые коммуникации демонтированы, рабочее место освобождено от мусора и посторонних предметов, в непосредственной близости размещен необходимый запас материала и инструментов.
Испытания
Закончив монтаж системы – надежно закрепив все её элементы, подключив сантехнические приборы или установив временные заглушки, приступаем к гидравлическим испытаниям. Строительные нормы требуют осуществлять их давлением в 1,5 раза выше максимального рабочего. В бытовой практике систему сначала хорошенько продувают напором воды, а затем, перекрыв сброс, внимательно обследуют все соединения. Контролировать наличие протечек желательно не менее 15-30 минут.
Важно! Гидравлические испытания трубопроводов из полипропилена следует осуществлять не просто после полного остывания последнего сварного шва, а согласно рекомендациям производителя материала через 1-2 часа. За это время завершается формирование качественной молекулярной структуры полимерных связей.
Держите инструмент в чистоте
Эта избитая истина особенно касается ухода за насадками-матрицами паяльника для полипропиленовых труб. Скапливающийся нагар может оставаться вкраплениями в области сварочного пояса, нарушая герметичность соединения. Поэтому его следует регулярно удалять. Очистку удобно осуществлять на разогретом инструменте, протерев насадки грубой х/б тканью. Нельзя применять для этого металлические предметы или наждачную бумагу, так как будет повреждено противопригарное тефлоновое покрытие, что только усугубит в дальнейшем прилипание пластмассы.
Пайка полипропиленовых труб своими руками: правила монтажа, советы, ошибки
Старые трубы, отслужившие свой век, рано или поздно приходится менять каждому хозяину. Одними из достойных противников массивным чугунным или металлическим изделиям не так давно стали легкие и надежные полипропиленовые трубы. Не самая последняя причина популярности данного материала — возможность самостоятельного монтажа. Пайка полипропиленовых труб своими руками не настолько сложна, чтобы домашний мастер не мог с ней справиться в одиночку, однако каждая работа требует как своего инструмента, так и определенных знаний. Понимание того, с чем придется столкнуться на практике, поможет избежать многих ошибок, неизбежно подкарауливающих каждого новичка.
Свойства и разновидности труб

Полипропилен (PP, ПП) — продукт полимеризации пропилена — твердое белое вещество. Чтобы придать ему цвет, в материал специальные органические красители, пигменты. В промышленности используют полипропилен (гомополимер), имеющий изотактическую структуру, которую отличает твердость, морозо- и термостойкость, повышенная прочность, устойчивость против агрессивных реагентов.
Трубы для водоснабжения производят из первичного полипропилена PPR третьего типа. Материалы в состоянии:

Есть у полипропилена один существенный недостаток — линейное расширение при нагревании. Он приводит к провисанию этих пластиковых трубопроводов ГВС. Для снижения риска деформации, увеличения прочности данные изделия усиливают армированием (стекловолокно, алюминиевая фольга) — внешним или внутренним. Такая защита позволяет использовать полипропиленовые трубы не только для водопроводов, но и в системах отопления.
Минус алюминиевого армирования — сложности, возникающие у домашнего мастера в процессе монтажа: как внешний, так и внутренний пояс металла требует разного подхода к пайке трубопровода.
Марки труб
Сейчас выпускают несколько разновидностей изделий, все они в некоторой степени отличаются свойствами, характеристиками, а значит, предназначением. Существует 4 марки, цифры означают максимальное значение давления (атмосферы), которые они способны выдерживать.

Меньшая температурная деформация (в три-пять раз) армированных моделей — причина, по которой их рекомендуют для прокладки труб ГВС. Последние полипропиленовые изделия (PN 25) чаще покупают для монтажа отопительных систем, а также для подключения таких трубопроводов к металлическим.
Способы соединения полипропилена

Этот полимер термопластичен: при нагревании он быстро размягчается. Когда одновременно и равномерно разогреваются две детали, молекулы вещества приникают друг в друга. Это называется полифузией. После того как соединенные материалы остывают, их технические характеристики совершенно не меняются, поэтому при качественно проведенной работе узел получается крепким, монолитным.
Такой способ соединения элементов трубопровода называют полифузной сваркой. Так же часто встречается определение «пайка». Оба слова обозначают один и тот же процесс, разницы между двумя понятиями не существует. Обычно на практике используют два метода стыковки деталей — муфтовый и прямой.
Муфтовая сварка

Этот способ более популярен по простым причинам — он доступен, прост, необходим всегда. Для соединения двух элементов — участка трубы и муфты (тройника, крана, фитинга с резьбой и т. п.), имеющей внутренний диаметр меньше, чем наружный у трубы.
На нагревательный прибор в этом случае устанавливают металлические насадки (муфту и дорн) под трубу и необходимый для соединения элемент. После получения оптимального нагрева обе детали снимают с инструмента и сразу соединяют.
Прямой (стыковой) метод

Это способ предполагает простую стыковку элементов одинакового диаметра торцами. Их нагревают, а затем быстро соединяют. На первый взгляд, кажется, что такая операция совсем элементарна, не это совсем не так. Технология эта чаще используется в промышленности.
Метод сложен, особенно в домашних условиях, так как требуется соблюсти соостность соединения, идеальную по точности. Еще одна ахиллесова пята стыкового способа — ненадежность, поэтому популярность его среди домашних мастеров невелика.
Холодная пайка (сварка)

Такой метод нельзя назвать грозным конкурентом горячих видов соединения. На полипропиленовые трубы наносят клей, активным компонентом которого является сильный растворитель. Когда он размягчает соединяемые участки, их вставляют друг в друга.
Огромный недостаток — отсутствие гарантии герметичности, прочности труб. Еще один минус — длительное высыхание «сваренных» элементов: нужны как минимум сутки. Поэтому данный метод не нашел большой армии сторонников. Его «законная» ниша — трубы из ПВХ.
Самый надежный (и нужный) способ в домашних условиях — муфтовая сварка. Именно о ней и пойдет дальнейшее повествование.
Паяльные инструменты, материалы

Сварочный аппарат (паяльник) — предмет первой необходимости. Основа бытовых нагревательных приборов — плоский массивный элемент, предназначенный для установки насадок (металлических болванок — комплектов «муфта-дорн») различного диаметра, количество их — 2-3.
Паяльники для полипропиленовых труб бывают двух типов: с цилиндрической и с плоской нагревательной поверхностью. Цена последних устройств не слишком велика, а для разовых работ они вполне подходят. Аппараты с цилиндрической поверхностью — инструменты профессиональные, их используют для монтажа в труднодоступных местах.

Некоторые из моделей оснащают термостатами для поддержания оптимальной температуры, это будет «платным бонусом» для любого мастера. Если покупать аппарат большого смысла нет, то прибор можно арендовать.
Кроме устройства для пайки мастеру понадобятся:
Болгарка или ножовка в этом случае — вариант не из самых лучших, так как поверхность получится неровной. Шаберы и торцеватели бывают не только ручными, но и механизированными — предназначенными под дрель. Последние модели хороши для больших объемов, однако они требуют от мастера некоторого опыта. Любая работа с серьезным высокотемпературным оборудованием требует присутствия толстых перчаток.
Проведение сварочных работ
Пайка полипропиленовых труб своими руками — совсем не безобидное занятие. В процессе нагрева и плавки этого пластика выделяются токсичные вещества, поэтому важно обеспечить очень хорошую вентиляцию помещения. Либо работать на улице.
Подготовка изделий

В соответствие с монтажной схемой, которую рекомендуют заранее рисовать непосредственно в месте, где будут располагаться трубы, подбирают трубу и фитинги соответствующего диаметра. Небольшое отклонение в диаметрах в этом случае вполне допустимо.
Нагрев полипропилена

На паяльник устанавливают комплект насадок подходящего диаметра. Аппарат соединят с сетью, если нужно, то выставляют температуру 260°. Никаких отклонений для значения не предусмотрено, отличается лишь время обработки разных марок. Все рекомендации можно заранее прочитать в паспорте аппарата. Разогревается он 10-15 минут. Пайка полипропиленовых труб своими руками, как и их подготовка, тоже производится в несколько этапов.

Есть некоторые примечания к приведенной таблице:
Предварительная практика в этом случае не помешает, она спасет от брака и возможных протечек. Для тренировки и полноценного теста можно взять самые недорогие изделия, чтобы провести пробные пайки.
Как поступают с армированием?
Любой слой алюминия — на поверхности либо в глубине полипропилена — автоматически сделает пайку невозможной. Если армирование находится на поверхности, то труба не войдет ни в сопрягаемый элемент, ни в нагревательную муфту. Этот слой счищают до основного материала.
Наружная защита
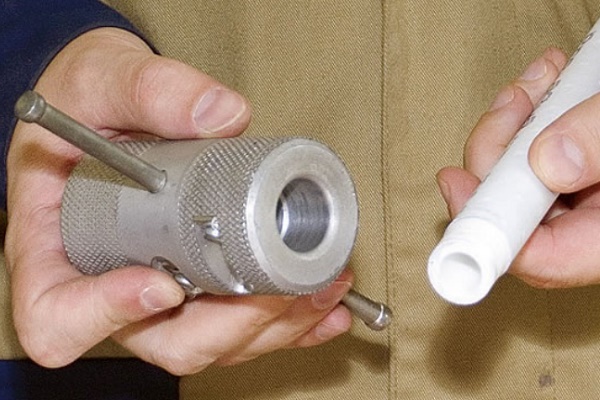
Трубу вставляют в шейвер, затем начинают проворачивать, удаляя мешающий слой металла. Обработку заканчивают, когда изделие упирается в дно инструмента. В этом случае необходимости в предварительной разметке нет. Готовую, прогретую трубу вставляют в соединительный элемент до упора: нельзя оставлять снаружи даже миллиметр незащищенного материала.
Внутренняя защита
Алюминий, спрятанный в толще, тоже требует обрезки: металл, контактирующий с водой, в скором времени начнет корродировать, а жидкость станет причиной надувания пузырей. В этом случае задача инструмента — закрыть торец расплавленным полипропиленом. Торцеватель вырезает 1,5-2 мм фольги у края трубы, чтобы при сопряжении деталей это место занял пропилен.

Трубы, имеющие в роли защитника стекловолокно, в дополнительно обработке перед пайкой не нуждаются.
«Полевые» испытания системы
После того как закончен монтаж системы, а также подключена вся сантехника, начинают самую ответственную операцию — гидравлические испытания. Согласно строительным нормам, необходимо давление, в 1,5 раза превышающее максимальное рабочее.
В бытовых условиях систему просто продувают напором воды. Перекрыв подачу, все соединения внимательно осматривают. Продолжительность такого контроля протечек рекомендуют делать в течение 15-30 минут, не менее.
Как избежать потенциальных ошибок?

Неспешная, продуманная до мелочей, работа в удобных условиях — хороший шанс избежать самых неприятных ошибок, грозящих переделками либо покупкой нового материала. В первом случае придется удалять дефектный участок, затем снова повторять операцию. Результатом станет увеличение количества швов на магистрали. Поэтому в пайке полипропиленовых труб мелочей нет, заранее учесть необходимо абсолютно все.
Чаще всего выявляются несколько нарушений технологии пайки полипропиленовых труб.
Нельзя сказать, что пайка полипропиленовых труб своими руками — суперлегкая операция. В любом деле опыт имеет огромное значение, а в тех работах, что напрямую касаются подобных «жидких и горячих» коммуникаций, навыки — первая необходимость. Поэтому тренировка — единственный путь обезопасить себя и соседей от потенциального потопа.
Особенности этой, почти хирургической, операции тоже лучше не раз увидеть воочию, а в этом помогут живые уроки — видеоинструкции. Одну из них, очень популярную, можно посмотреть у нас:
Технология пайки полипропиленовых труб: подготовка и процесс

Сварка полипропиленовых трубопроводов выполняется при обустройстве систем отопления, канализации, водопровода, а также во время ремонта или модернизации действующей магистрали. При стыковке элементов обеспечивается прочное соединение, герметичность и безопасная эксплуатация трубопровода в течение длительного времени. Пайка полипропиленовых труб осуществляется с помощью паяльника. Инструмент называют также сваркой или утюгом для труб из полипропилена.

Технология пайки
Полипропилен при нагреве становится мягким, напоминая по консистенции пластилин. Частички жидкого материала взаимно проникают в смежную деталь. После остывания он отвердевает, становится устойчивым к разрыву. Остывший шов по техническим параметрам не уступает основному материалу. Чтобы обеспечить качественное соединение, рекомендуется соблюсти условия:

Благодаря термопластическим характеристикам полипропилена обеспечивается надежная стыковка элементов. Прочный шов получается только при соблюдении технологии сваривания и выборе качественных материалов. Рассмотрим ниже, как паять полипропиленовые трубы. На аппаратах, поддерживающих установку нескольких насадок, гильзу можно устанавливать в удобной позиции. Месторасположение нагревательного патрона на качество прогрева не влияет.
Сложность сваривания
Пробный монтаж и соединение первого звена системы можно выполнить на столе или на полу в удобном месте. Дальнейшее сваривание на объекте выполняется в различных технических условиях. К некоторым участкам системы доступ утюгом затруднен.
Перед тем как паять трубы на труднодоступных участках, рекомендуется подобрать удобную позу. Неудобное расположение вызывает задержки в работе, появление различных дефектов, например:

При нагреве и соединении следует соблюдать синхронность действий: обе детали подогреваются и снимаются с насадки одновременно. Перед сборкой разогретых деталей невозможно обойтись без задержки. Пауза возникает из-за необходимости поставить аппарат на площадку. Время технического простоя напрямую зависит от опыта мастера и его скорости работы. Погрешности в работе приводят к возникновению наплывов, смешению шва, растрескиванию и порче соединения.
Порядок выполнения диффузной пайки
Стыковка торцов выполняется напрямую раструбной пайкой либо с помощью муфт. Муфта представляет собой фасонную деталь, которую используют в качестве стыкующего звена. Она уместна для труб с диаметром до 63 мм. Вместо муфты пригодны обрезки труб большего диаметра, чем свариваемый участок. Участок трубы и муфты на стыке расплавляется, обеспечивая надежное крепление.

Соединение в раструб требует точной стыковки элементов труб. Края должны быть идеально защищены. Неровности и заусеницы после обрезки не допускаются. После расплавления торцов аппаратом происходит их диффузное соединение. Если возникли погрешности во время торцевания, при подаче воды образуется течь или разрыв стыка.
Подготовка к свариванию
Перед установкой новых труб рекомендуется расчертить схему трубопровода на стене. Упрощенная схема представляет собой линии, начерченные в соответствии с месторасположением будущей магистрали. Разметка на стене позволяет проконтролировать ориентацию трубопровода.
Чтобы не подгонять трубы по размеру во время пайки, следует заранее замерить точную длину каждой трубы. Если соединение осуществляется с помощью муфт, следует предусмотреть запас на их установку. При монтаже встык учитывают деформационные изменения. При расплавлении труба уменьшается на 1-2 мм.

Для удобства сваривания труб диаметром свыше 40 мм необходим утюг с центрированием. Его могут использовать мастера, знающие, как паять полипропилен. К инструменту прилагается несколько различных тефлоновых насадок размером 14-63 мм, представляющих собой нагревательный элемент. Различают насадки в форме гильзы и дорна. Первая разновидность нагревательного элемента предназначена для расплавления наружной части трубы, вторая – изнутри.
Тефлоновые насадки должны быть чистыми. Нельзя оставлять на них частицы оплавленного материала. Сразу после пайки горячий корпус протирают грубой ветошью, устойчивой к высокой температуре, например, брезентом. Очищать остывшие элементы не рекомендуется, иначе тефлоновый слой повредится, что приведет в будущем к прилипанию расплавленного полипропилена.
Подготовка оборудования
Не во всех моделях в комплектацию входит подставка. Паяльник устанавливают на ровной площадке в легкодоступном месте так, чтобы не перевернулся по неосторожности. Насадки нужного диаметра кладут рядом. Некоторые разновидности утюгов позволяют одновременно использовать сменные комплектующие различного диаметра.

Прогрев нагревательного элемента происходит по всей длине равномерно до заданной температуры. Степень нагрева выставляется предварительно на панели. Для полипропилена температура пайки полипропиленовых труб на шкале устанавливается на значении 260⁰. Разогрев аппарата длится 10-15 минут. В холодном помещении требуется дольше времени на прогрев, чем в отапливаемой комнате. При температуре ниже 0⁰ сварка запрещена.
Видео описание
Как выбрать аппарат для пайки труб в видео:
Подготовка труб к свариванию
Край трубы обрезают специальными ножницами под прямым углом. Место среза шлифуют и обезжиривают этиловым спиртом или мыльным раствором. Поверхность тщательно просушивают. Изделия с маркировкой PN 10-20 сваривают сразу, а с PN 25 дополнительно зачищают шейвером, удаляя часть полипропилена и алюминия на глубину пайки. Ориентируются по размеру насадки до ограничителя.
При раструбном соединении важно придерживаться глубины зачистки и ширины фаски. Степень зачистки должна совпадать с глубиной установки элементов.

Разогрев полипропилена
Монтаж полипропиленовых труб включает два этапа: разогрев стыкуемых участков и соединение. Деталь надевают на насадку соответствующего диаметра. Трубу устанавливают в гильзу до ограничителя на всю зачищенную длину, а фитинговый элемент на дорн до упора. Необходимо контролировать глубину разогрева, труба должна располагаться в гильзе без перекосов до упора в ограничитель. Выдерживают необходимое время для прогрева. От параметров изделия зависит время выдержки и температура пайки полипропиленовых труб, таблица отображает все важные параметры сваривания при температуре в помещении +20⁰.
Нельзя превышать время нагрева, иначе поверхность деформируется, что приведет к искривлению геометрии и невозможности состыковать детали без зазоров. При стыковке расплавленных участков внутри трубопровода появляются отеки полипропилена, которые застывают крупными валиками. Выступающий материал уменьшает проходимость магистрали.

Сварка пластиковых труб невозможна без технической паузы в несколько секунд после нагрева, которая необходима для снятия деталей с тэна. В холодном помещении за этот период разогретые участки успевают приостыть, что ухудшает качество стыковки. Чтобы шов был прочным, рекомендуется на несколько секунд время нагрева увеличить, чтобы материал сильнее расплавился. Оптимальное дополнительное время вычисляется посредством подбора, при этом нужно учитывать:
Температуру выставляют в пределах 255-265⁰. Если она превысит показатель 270⁰, шов получится тонким, не способным удержать напор воды. Это происходит из-за быстрого нагрева наружного слоя до плавления. При этом вглубь материал прогреться не успевает, поэтому диффузное проникновение полипропилена смежных участков деталей не происходит.

Особенности пайки
Сварка полипропиленовых труб выполняется быстрыми движениями посредством прикладывания разогретых участков друг к другу так, чтобы участок трубы вошел в стакан фитинга до нужной глубины. Необходимо отслеживать соотношение края, чтобы избежать перекоса на шве. Зачистку и подгонку длины необходимо выполнять до сваривания, иначе система разгерметизируется из-за возникшего статического напряжения.
Чтобы шов не остыл во время технической паузы, оборудование располагают так, чтобы от места монтажа до установки прибора расстояние было минимальным. Этот нюанс следует предусмотреть заблаговременно. Время, потраченное на перенос оборудования и элементов, приводит к утрате тепла. Шов получается слабым из-за частичной диффузии между слоями полипропилена.

На корректировку положения дается 2-4 секунды. В этот период нельзя элементы проворачивать, сгибать и рассоединять. Если шов не получился, участок обрезают, а процедуру повторяют повторно. Следует помнить, что подобные промахи приводят к уменьшению длины трубы, перерасходу материала. При отсутствии опыта, незнании теории о том, как правильно паять полипропиленовые трубы, сваривание лучше доверить профессионалу.
Видео описание
При пайке могут допускаться и ошибки, о них в видео:
Охлаждение и проверка герметичности
Шов нельзя охлаждать принудительно. Из-за перепадов температуры возможно растрескивание и деформация в зоне плавки. Трубопроводу необходимо предоставить время для естественного остывания. Проконтролировать температуру можно на ощупь. Остывший участок предварительно проверяют на герметичность продувкой. По окончанию пайки по трубопроводу пропускают воду, постепенно повышая давление, осматривают швы на наличие протечек и проходимость.

Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали. На эстетику системы обращают внимание при наружной прокладке коммуникаций.
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.

Чтобы не допустить грубых ошибок, рекомендуется придерживаться правил:
При застывании шва детали удерживают в нужном положении. Прокручивание, искривление и другие деформации не допускаются. Исправить погрешности повторным разогревом зоны пайки нельзя. Некачественный шов подлежит обрезке, шлифовке с последующим свариванием. Спайка труб из полипропилена считается технически трудоемким процессом из-за сложности контроля качества швов. На разных участках трубопровода стыки должны получиться примерно одинаковыми.

О перегреве торцов свидетельствует разжижение полипропилена и отекание. При соединении труб внешне дефект незаметен. Заподозрить брак можно посредством продувке или прогонки воды. Если оплавленные края завернулись, проход воды на участке снизился, напор упал. В зависимости от степени перегрева внутренний диаметр может уменьшиться в 2-3 раза. Полипропиленовая магистраль должна быть открытой для быстрого доступа к точкам пайки. Нельзя маскировать ее в пол, закрывать стяжкой.
Как снизить вероятность брака?
Спаивание элементов в условиях затрудненного доступа рекомендуется выполнять вдвоем. Второй специалист помогает вынимать второй элемент из насадки, убирает паяльник на платформу. Первый мастер двумя руками аккуратно стыкует детали с минимальной паузой. Иногда требуется помощь третьего лица. К его услугам прибегают, когда трубу необходимо зафиксировать в стене в смежной комнате. Попытки выполнить все операции самостоятельно на сложных участках всегда приводят к браку и необходимости выполнять сварку заново.

Во время пайки необходимо соблюдать точность движений. Следует выдерживать правильный наклон фитингового элемента относительно второй детали, осевой угол поворота его на трубе, глубину захода в стакан фитинга. Для контроля глубины захода и угла поворота фитинга на поверхности обеих деталей делают отметки. Чтобы каждый раз не отмерять припуск на одинаковых по сечению участках, пользуются шаблоном.
Утюг не нуждается в отключении в течение всего периода сваривания. Мастер потеряет время на разогрев оборудования. Паяльник готов к работе после того, как потухнет индикатор нагрева. Горящий индикатор показывает, что зеркало подогревается до нужной температуры. Если в этот период приступить к сварке, труба качественно не прогреется. Чтобы соблюсти технологический процесс и время выдержки, рекомендуется проверять параметры по таблице, которую рекомендуется держать под рукой.
Если приобретены комбинированные трубы, их соединяют только после обязательной зачистки. Глубина снятия фаски должна быть на 2 мм больше, чем глубина втулки, в которую вдевают элемент. Армирование уменьшает деформационное расширение в 10 раз. На изделиях с наружным армированием перед пайкой шейвером снимается часть поверхности на необходимую глубину для стыковки. Трубы с внутренним армированием не нуждаются в зачистке. Их укладка выполняется быстрее.
Видео описание
О секретах подгонки труб в этом видео:
Заключение
Следует помнить, что неармированный полипропилен чувствителен к воздействию горячей воды. При подаче жидкости, превышающей +50⁰, материал расширяется на 1,5%. Это приводит к увеличению длины трубопровода. На каждый метр магистрали деформация составит 15 мм. Для систем отопления необходимы армированные трубы, а обычные полипропиленовые аналоги подойдут только для холодного водопровода.